在机械设计与制造领域,冷弯成型技术以其高效率、高精度和材料利用率高等优势,在建筑钢结构、汽车零部件、轨道交通、货架制造等行业应用广泛。而作为冷弯成型生产线的核心单元——冷弯机组,其加工性能与整体效率,正日益依赖于先进的电气控制与驱动技术。本文将聚焦于冷弯机组的电气交流版块,探讨其在现代加工中的关键作用与技术发展。
一、冷弯机组的基本构成与加工流程
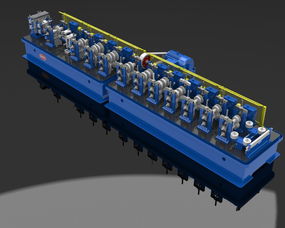
冷弯机组通常由开卷机、矫平机、伺服送料机构、多道次成型机架、定尺切断装置(如飞锯或冲剪)以及收料台等部分组成。其加工流程是将金属卷料(如钢带、铝带)经开卷、矫平后,通过一系列按特定轮廓设计的成型轧辊进行连续、渐进的塑性弯曲,最终形成所需的截面型材,并按设定长度精确切断。整个过程要求各工位之间严格同步,速度与位置控制精准。
二、电气交流版块的核心地位
“电气交流版块”在此语境下,主要指基于交流电机驱动与现代化控制系统的电气整体解决方案。它已取代传统的机械传动和直流驱动,成为高性能冷弯机组的“神经中枢”与“动力心脏”。其核心价值体现在:
- 驱动系统:采用交流伺服电机和矢量控制变频器驱动送料辊、成型辊及切断单元。交流伺服系统具有响应速度快、调速范围宽、低速扭矩大、定位精度高等特点,能确保材料在高速送进过程中张力稳定、长度精确,并实现飞锯与材料运动的完美同步切割。
- 同步与协同控制:现代冷弯生产线是多电机协同工作的复杂系统。通过现场总线(如PROFIBUS-DP、EtherCAT)或工业以太网,主控PLC(可编程逻辑控制器)或专用运动控制器能够实时协调所有驱动轴的运动,实现从开卷到收料的全程同步,有效减少材料堆积或拉伸,保证成型质量。
- 人机交互与智能管理:配备触摸屏式人机界面(HMI),操作人员可方便地输入产品参数(如截面形状、长度、数量)、调用存储的模具配方、监控设备运行状态(速度、压力、故障报警)以及生产数据统计。高级系统还可集成MES(制造执行系统)接口,实现生产管理的数字化。
- 质量保证与自适应:通过集成高精度编码器、激光测距等传感器,系统可实时监测成型关键尺寸。结合先进的算法,部分高端机组能实现闭环反馈与自适应调整,补偿因材料特性波动或模具磨损带来的误差,提升产品一致性。
三、技术发展趋势与挑战
- 更高速度与精度:市场需求推动冷弯线向更高运行速度(如每分钟百米以上)发展,这对电气系统的动态响应和同步精度提出了极致要求。多轴同步运动控制算法的优化是关键。
- 柔性化与智能化:为适应小批量、多品种的生产模式,电气系统需支持快速换模和参数自动切换。结合机器视觉进行在线质量检测,以及利用大数据和人工智能算法预测维护需求、优化工艺参数,是未来的发展方向。
- 节能与绿色制造:交流驱动系统本身具有较高的能效。进一步通过能量回馈技术回收制动能量,优化整线功率匹配,降低待机能耗,是电气设计的重要考量。
- 集成安全与易用性:电气设计必须符合严格的安全标准(如ISO 13849),集成安全PLC、安全驱动、光栅等多重保护。系统界面日益友好,支持远程诊断与维护,降低了对操作人员专业技能的依赖。
结论
冷弯机组的加工能力已不再仅仅取决于机械本体的刚性及模具设计,其电气交流控制系统的先进性直接决定了生产线的效率、精度与智能化水平。从精密的伺服驱动到协同的网络化控制,再到上层的信息化管理,电气技术正深度赋能冷弯成型工艺。对于机械设计与制造从业者而言,深入理解并融合机械、电气与信息技术,是开发下一代高性能、智能化冷弯机组,赢得市场竞争力的必由之路。